











































































































































技術(shù)中心2024-12-23
為了提高生產(chǎn)率,在加工零件的同一臺(tái)機(jī)床上對(duì)該零件進(jìn)行測量似乎合情合理。畢竟,機(jī)床上一般都有測量所需的軸系和足夠的工作空間,并通常配備有觸發(fā)式機(jī)床測頭。然而,在機(jī)測量的效果往往并不盡如人意。為什么高精度的機(jī)床測頭測量后仍然需要在專用三坐標(biāo)測量機(jī)(CMM)上進(jìn)行呢?

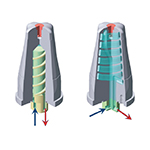
與金屬切削機(jī)床一樣,CMM的制造精度也會(huì)受到經(jīng)濟(jì)可行性的限制。然而,與機(jī)床不同的是,CMM通過對(duì)整個(gè)工作空間進(jìn)行基于計(jì)算機(jī)的誤差補(bǔ)償(即空間誤差補(bǔ)償),可以實(shí)現(xiàn)更高的測量精度。例如,一臺(tái)CMM制造完成后,要用激光干涉儀精確測出其誤差圖,對(duì)直線度、垂直度、直線定位精度和角度誤差的誤差函數(shù)進(jìn)行測量并制成誤差表。由于CMM的零部件幾何尺寸可視為恒定不變,因此可以利用測量軟件對(duì)這些誤差進(jìn)行合并和修正。雖然空間誤差補(bǔ)償技術(shù)已在CMM上普遍采用,但對(duì)加工機(jī)床來說,對(duì)滾珠絲杠誤差以外的其他誤差項(xiàng)進(jìn)行修正的情況并不多見。
CMM通常都放置在嚴(yán)格控制溫度的工作環(huán)境中。計(jì)量室的溫度通常保持在20℃(規(guī)定的尺寸測量標(biāo)準(zhǔn)溫度),一般都配備有空調(diào)裝置、隔溫門和專門的溫控系統(tǒng),以保證溫度的波動(dòng)范圍很?。ㄍǔ榱泓c(diǎn)幾度)。在對(duì)工件進(jìn)行測量之前,需要預(yù)先"等溫"一使被測工件的溫度與計(jì)量溫度完全相同。
而機(jī)床的加工環(huán)境往往對(duì)溫度缺乏嚴(yán)格的控制。陽光可能會(huì)從窗戶照進(jìn)室內(nèi),通向室外的門可能是敞開的。雖然加工車間通常都比較熱,但只有少數(shù)車間裝有空調(diào)。不斷變化的環(huán)境溫度會(huì)改變機(jī)床的幾何尺寸。就像機(jī)床有振動(dòng)模式一樣,它也有熱模式,但這種熱模式的時(shí)間常數(shù)比較長,通常為幾小時(shí)或幾天。
CMM本身沒有較大的熱源。雖然CMM也有用于驅(qū)動(dòng)軸系的伺服電機(jī),但其所需的功率很小。CMM的軸系通常采用氣浮軸承,因此產(chǎn)生的摩擦熱很低。而機(jī)床有驅(qū)動(dòng)電機(jī)、預(yù)加載軸系和主軸,并且會(huì)吸收切削熱和噴濺上溫度較低的冷卻液。由于所加工的零件不同,這些熱源的開啟和關(guān)閉很難預(yù)測。
機(jī)床上的熱源會(huì)激發(fā)其熱模式,其結(jié)果是,機(jī)床零部件的位置始終在移動(dòng)。以一臺(tái)主軸安裝在垂直立柱前面的機(jī)床為例。當(dāng)主軸首先啟動(dòng)時(shí),產(chǎn)生的熱量主要包含在主軸中,遠(yuǎn)離立柱。此時(shí)主軸位置向+Y方向移動(dòng)。在當(dāng)天晚些時(shí)候,即使該主軸仍以相同的速度在相同的負(fù)荷下運(yùn)轉(zhuǎn),它產(chǎn)生的熱量開始傳入立柱中(但是在立柱的正面而不是背面)。此時(shí)立柱發(fā)生變形,并開始向后傾斜,使主軸向-Y方向移動(dòng)。正如更常見的那樣,當(dāng)機(jī)床主軸啟動(dòng)和停止、加速和減速時(shí),由發(fā)熱引起的誤差都會(huì)變得難以預(yù)測。
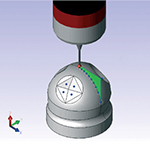
CMM通常不會(huì)承受較大的測量負(fù)荷。測頭與被測工件之間的接觸力可能僅為幾毫牛頓。因此,CMM在測量過程中的變形通常很小,而且一般局限于工件重量(作用于CMM的工件重量測量時(shí)不會(huì)發(fā)生變化)以及運(yùn)動(dòng)部件質(zhì)心不斷變化的影響。機(jī)床則要承受很大的加工負(fù)荷。切削力可能很容易就會(huì)高達(dá)數(shù)百磅。切削會(huì)產(chǎn)生很大的主軸扭矩,而快速移動(dòng)的重載軸系則會(huì)產(chǎn)生慣性負(fù)荷。






